Правила использования электрода при сварке

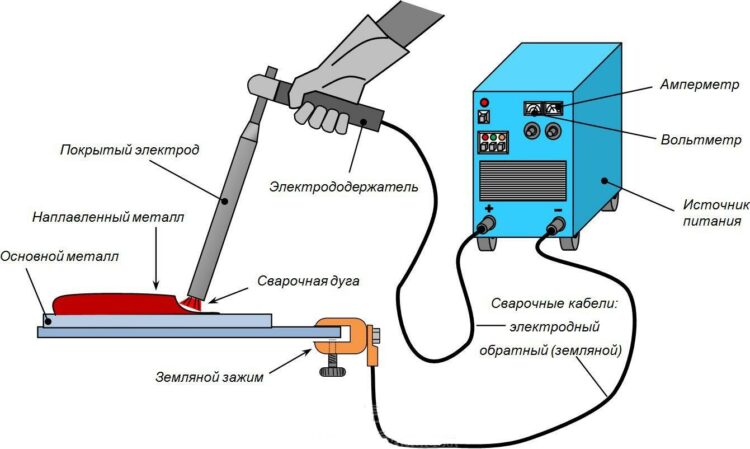
Электросварка осуществляется электрической дугой, которая образуется между поверхностью детали и электродом (это специальный проводящий ток стержень, чаще всего металлический). Дуга создает температуру, при которой металл расплавляется, и тогда можно соединять изделия, место их стыковки – это сварочный шов.
Чтобы такой шов был прочным и выглядел эстетично, необходимо грамотно выбирать – какую технику применить: как правильно держать электрод при сварке, с какой скоростью и по какой амплитуде его вести.
Характеристика процесса сварки
Специальное покрытие электродного торца, раскаленного до плавления металла, сгорает, при этом образуя газовый пузырь. Этот пузырь и растопленный шлак, образующийся в процессе, защищают сварочную точку от воздействия кислорода.
Удерживать расплавленный металл под дугой необходимо примерно три секунды – пока формируется сварочный валик, позволяющий сделать переход от края плавящегося металла и поверхности основания. При этом жидкий шлак должен тянуться за дугой, прикрывая металл до момента кристаллизации. Чтобы этот процесс шел правильно, необходимо точно знать, как правильно держать электрод при сварке металла.
Контролируя количество металла, можно создавать разные швы: если поверхность просто ровная – это нормальный шов, если выпуклая – усиленный. При ослабленном линия шва будет вогнутой.
Также на качество сварочных работ влияет метод проплавления – удержание длины дуги разными техниками. Если дуга увеличивается – глубина провара снижается, если уменьшается – может возникнуть короткое замыкание.
Движение электрода при сварке выполняют разными техниками рисунка:
- Треугольником – шов проваривается с достаточным усилием. Используют в угловых швах (катет от 6 миллиметров), при стыке труб.
- Зигзагом – актуален для швов углом (катет до 6 мм), встык при нижнем положении в пространстве.
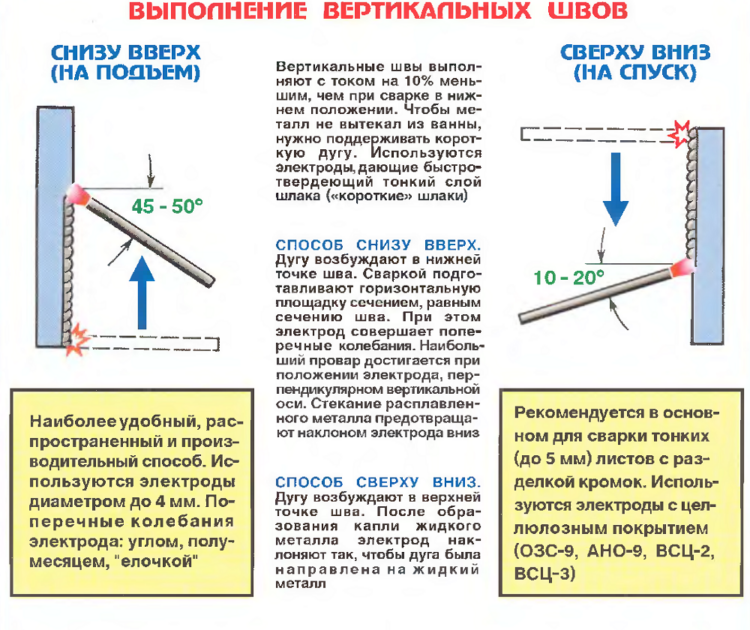
- Петлеобразно – усиленно прогреваются обе кромки. Удобно варить в вертикальных швах.
Для обеспечения превосходного качества надо контролировать, как правильно вести электрод при сварке металла. Практикуются методы:
- поступательный;
- прямолинейный;
- колебательный.
Как правильно держать электрод
Каждый сварщик вырабатывает свой стиль, как держать и вести электрод при сварке в каждом конкретном случае. Важна каждая деталь. Скорость должна быть такой, чтобы не перегреть и не прожечь металл, и не допустить непровар.
Угол наклона электрода тоже имеет важное значение. В каждом случае его устанавливают индивидуально. Основные способы такие:
- Углом вперед. Наклон от 30º до 60º. Расплавленный шлак идет за сварочной ванной, сразу накрывая металл. Если немного попадает вперед – это вытесняется кипящим металлом, он тяжелее. Если вперед попадает слишком много шлака – требуется уменьшать угол. Если шлаковой массы так много, что она не застывает – выравнивают угол до прямого и, постепенно наклоняя, ищут оптимальную величину, восстанавливая баланс. Такой способ актуален для небольшой величины проплава, вертикальных и потолочных соединений.
- Прямой угол. Такой способ применяется для труднодоступных поверхностей, где по-другому варить не получается.
- Углом назад. От 30º до 60º. Здесь шлак размещается позади сварочной ванны. Подбирать угол надо так, чтобы шлаковая масса успевала подтягиваться и прикрывать металл. Применяют для получения глубокого проплава, в узких местах, при угловых соединениях труб.

Как правильно держать электрод при сварке инвертором – сварщик учится, получая опыт и применяя общие правила.